铜排汇流排超声波焊接机特点: 赵志刚 137 6037 4951 1、两焊接物体重叠,经超声振动加压接合成固态形式,接合时间短,且接合部分不产生铸造组织(粗糙面)缺陷。
2、超声焊与电阻焊方法比较,模具寿命长,模具整修与替换时间少,而且易于实现自动化。
3、同种金属不同种金属之间均可以进行超声焊接,与电气焊相比耗费能量少得多。
4、超声焊与其他压焊相比,要求压力较小,且变型量在10%以下,而冷压焊其工件变形量达40%-90%. 5、超声焊接不像其他焊接那样要求进行被焊表面的预处理及焊后的后处理。
6、处理超声焊接无需助焊剂、金属填料、外部加热等外部因素。
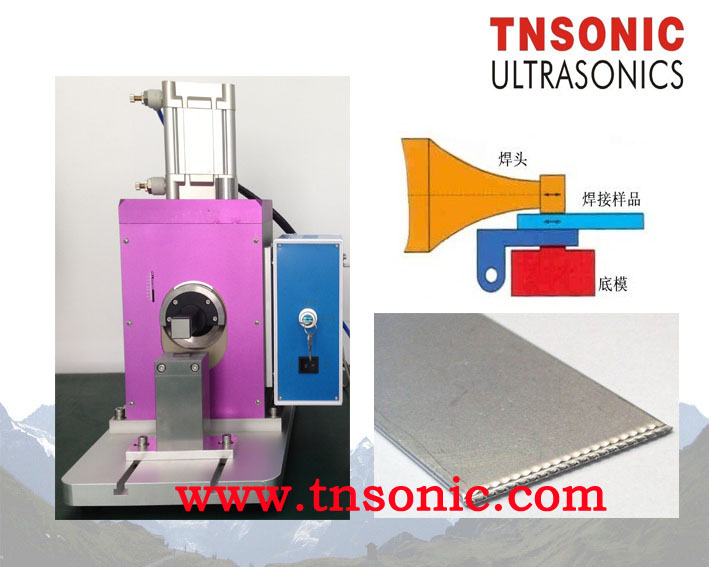
7、超声焊接可以使材料的温度效应降到*(焊区的温度不超过被焊金属*熔化温度的50%),从而不使金属结构变化,因此很适合电子领域中的焊接应用。
客户对我司机器非常满意,客户对我们的支持是对我们*的肯定。
超声波金属焊头安装: A 清洁调幅杆和焊头的联轴接面 (3) (联轴接面必须为*平坦的状态,若有必要,请小心使用磨石和少许油清洁)。
B 将螺丝端的螺丝拴紧 (3),尽可能往焊头內部拴紧。
C 将换能器 (3) 和调幅杆拴好和固定。
D 小心地将共振装置插回整机。
E 将调幅杆支撑环的夹紧螺钉 (4) 拴紧。
F 利用焊头*工具 (2) 将焊头拴紧。
G 小心地松开调幅杆的支撑环,并将焊头朝向焊接工作的方向安装好。
H 当所有部件都安装正确后,将夹紧螺钉 (1+4) 拴紧並锁上共振装置。
I 测试共振装置的功率耗损。
超声波换能器安装: A 清洁调幅杆和换能器的联轴接面 (4) (联轴接面必须为*平坦的状态,若有必要,请小心使用磨石和少许油清洁)。
B 将螺丝端的螺丝拴紧,尽可能往调幅杆內部拴紧 (限手调) (2) 。
C 将换能器 (4) 和调幅杆拴好並固定。
D 小心地将共振装置插回整机,请参考章节4.3.1步骤B。
E 利用焊头*工具将新的换能器拴紧。
F 先移除共振装置再小心地插回整机。
G 将焊机头朝向焊接工作的方向安装好。
H 当所有部件都安装正确后,将夹紧螺钉 (1+5) 拴紧並锁上共振装置。
I 测试共振装置的功率耗损。
标签: 超声波金 超声波金属焊接机 深圳市动力电池 深圳市动力电池厂家
[超声波金属焊接机]
深圳市动力电池厂家
锂电池超声波金属焊接机 动力电池超声波金属焊接机
本文地址:https://www.zhuigan.cn/product/852836.html